Teile und Kundendienst
NACHRICHTEN
Ausstellungen
• In Shanghai,China.Bo...
2016-06-14
• In Sharjah--SteelTai...
2016-1-26
• In Bangalore--SteelT...
2016-01-21
• In Jakarta--SteelTai...
2016-11-30
Häufig gestellte Fragen
42.Q
Wenn es ein Problem mit der Maschine gibt, wie erhalte ich Hilfe?
A
A: Wenn Sie unsere Hilfe benötigen, und das Problem so schnell wie möglich behoben werden soll, ist es für Sie am besten, uns weitere und detaillierte Informationen bereitzustellen, wie z. B. die Seriennummer der Maschine, das Kaufdatum, Ihr Herkunftsland, eine Beschreibung der Fehlfunktion, wie es dazu kam, ob Sie etwas Spezielles unternommen haben; des Weiteren können Sie uns Ihre Meinung mitteilen. Mitunter müssen Sie einige Fotos aufnehmen, um das Problem mitzuteilen, und falls das Problem nicht leicht zu beschreiben ist, ist es am besten, ein kurzes Video zu drehen. Bedenken Sie jedoch, dass Sie uns nicht einfach lediglich das Video ohne Kommentar senden können. Mit einem Wort geben Sie mehr Details an uns weiter, wir bringen die Lösung schneller auf den Weg oder wir müssen Sie nach Details fragen.
Der beste Weg, uns Ihr Problem mitzuteilen, ist das Senden einer E-Mail. Die Adresse lautet: service@steeltailor.com. Unsere MSN-Identifizierung lautet ebenfalls service@steeltailor.com. Wenn Sie eine Problemlösung am Wochenende oder während langer Ferien benötigen, können Sie uns nach dem Senden der E-Mail unter 0086 15810673675 anrufen, lediglich mitteilen, das Sie eine E-Mail gesendet haben, und Ihre E-Mail wird daraufhin geöffnet und so schnell wie möglich beantwortet. An Werktagen ist ein Anruf nicht nötig; unser E-Mail-Postkasten meldet den Eingang einer E-Mail und wir antworten so schnell wie möglich. Auf unserer Website finden Sie eine FAQ-Seite mit häufig gestellten Fragen, die wir monatlich aktualisieren und auf der Sie ebenfalls nachschauen können, und auf der wir einige Lösungen für allgemeine Probleme anbieten.
41.Q
Definition jedes Kabels der SteelTailor-CNC-Schneidemaschine
A

- 1. Ohne THC (Brennerhöhensteuerung) gibt es auf der Maschine keinen DIV-LICHTBOGEN + und DIV-LICHTBOGEN-.
- 2. Die Lichtbogenspannung des Plasmas wird von der sekundären Gleichrichtschaltung erzeugt, deren Wert normalerweise 50 V DC ~ 300 V DC betragen sollte. Es gibt einen Lichtbogenspannungsteiler innerhalb unserer Maschine.
40.Q
How to make the THC under automatic mode?
A
we have two kinds of THC, they are ST- THCEX02 and ST-THCEX03, see the picture below. You can change the parameter M38 to make it under automatic mode. You can find the parameter under DIAG interface. The default value of M38 is 0, if you change the value to 1, it means the THC under automatic mode.
.jpg)
For THC ST-THCEX02, if you change the M38 to 1, the torch will go up to end.
.jpg)
For THC ST-THCEX03, you will see the THC shows A000, and the torch doesn’t go up and down, it will be stay.
39.Q
The model of out THC is ST-THCEX03, it doesn’t up and down, and it shows A000, why?
A
See the picture below, if it is same with yours, that means the THC can’t receive the arc signal or receive the wrong arc signal, please check as below:
.jpg)
- 1. Check if you connect the DIV ARC+&DIV ARC- in wrong direction, so you can exchange the two wires to test, if this doesn’t work, see the step 2.
- 2. Do you connect the raw arc voltage signal to DIV ARC+&DIV ARC-? It should be between 50v-300v, some plasma give out divided arc voltage, if you connect this to our machine, the THC maybe stay.
- 3. If the two steps above can’t resolve your problem, you should test if the terminals which you connect the DIV ARC+&DIV ARC- are right. The terminal which you connect to the DIV ARC+ should be conductive with the electrode, and the terminal which you connect to the DIV ARC- should be conductive with the metal plate that you want to cut, you can use a multimeter to test, if not thus, please check if you connect to the wrong terminals.
38.Q
Warum wird der Brenner nach Beginn des Schneidens nach oben gefahren?
A
Vielen Dank, dass Sie den SteelTailor-Support nutzen. Die THC (Brennerhöhensteuerung) wird nach oben gefahren, weil die THC nicht das richtige Lichtbogenspannungssignal empfangen kann. Überprüfen Sie dies wie unten ausgeführt:
-
1.
- Überprüfen Sie, ob Sie den DIV-LICHTBOGEN- und DIV-LICHTBOGEN+ in falscher Richtung angeschlossen haben. Zur Überprüfung können Sie die zwei Drähte umtauschen. Wenn dies keine Abhilfe schafft, siehe Schritt 2.
- Haben Sie das Rohlichtbogen-Spannungssignal an den DIV-LICHTBOGEN+ und den DIV-LICHTBOGEN- angeschlossen? Der Wert sollte zwischen 50 V und 300 V liegen. Einige Plasmen geben beim Anschluss an unsere Maschine eine geteilte Lichtbogenspannung aus, wodurch die THC immer auffährt. 3.
- Wenn die beiden oben genannten Schritte Ihr Problem nicht beheben, sollten Sie überprüfen, ob die Klemmen, mit denen Sie den DIV-LICHTBOGEN+ und den DIV-LICHTBOGEN- angeschlossen haben, korrekt sind. Die Klemme, an die Sie den DIV-LICHTBOGEN + anschließen, sollte mit der Elektrode leitfähig sein, und die Klemme, an die Sie den DIV-LICHTBOGEN- anschließen, sollte mit der Metallplatte, die Sie schneiden möchten, leitfähig sein. Sie können zur Überprüfung ein Vielfachmessgerät verwenden. Oder überprüfen Sie, ob Sie an die falschen Klemmen angeschlossen haben.

37.Q
Wie werden die THC-Parameter eingestellt, wenn ich verschieden dicke Platten schneide?
A
Vielen Dank, dass Sie sich an den SteelTailor-Support wenden. Es gibt acht THC-Parameter, von denen Sie die meisten nicht ändern müssen, wenn Sie Platten unterschiedlicher Dicke schneiden. Mitunter müssen Sie A und B einstellen. Bei A handelt es sich um die Lichtbogenspannung. Einige Plasma-Bedienungsanleitungen geben die Lichtbogenspannung entsprechend der Plattendicke an (siehe untenstehende Tabelle der Powermax45). Die Spannung wird angegeben und so können Sie einstellen. Jedoch wird die Spannung von einigen nicht angegeben, sondern lediglich der Abstand des Brenners zum Bearbeitungsmaterial wird aufgeführt. Unter diesen Umständen müssen Sie den angemessenen A-Wert testen. Verschiedene A-Werte beziehen sich auf unterschiedliche Abstände und ändern sich je nach Plasma. Sie werden den richtigen Wert herausfinden müssen, was nicht schwer ist. Der B-Wert bezieht sich auf die anfängliche Stanzhöhe. Geht es nicht um die anfängliche Stanzhöhe, beträgt der Standardwert 9, was ca. 4 mm entspricht. Wenn Sie die Höhe erweitern möchten, erhöhen Sie B, testen Sie und finden Sie den angemessenen Wert heraus. Wir schlagen vor, dass Sie andere Parameter nicht ändern.
.jpg)
36.Q
Ich kann das richtiges G-Code-Programm in der Schneide-Software nicht erhalten, warum?
A
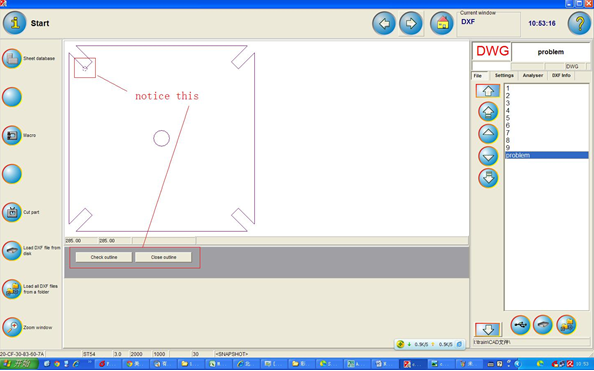
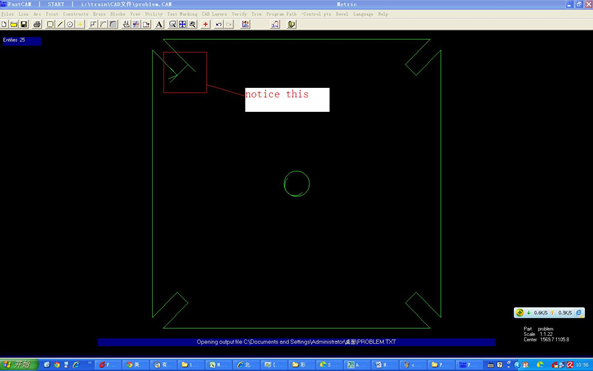
Wenn Sie andere Zeichnungen mithilfe der Schneide-Software in ein G-Code-Programm konvertieren können, jedoch bei der Konvertierung gewisse Zeichnungen kein richtiges G-Code-Programm erhalten, liegt die Ursache dafür wahrscheinlich bei Ihrer Zeichnung, wie zum Beispiel eine Überlappung oder eine nicht geschlossene Kontur. Bitte überprüfen Sie Ihre Zeichnung mit AutoCAD. Hier ein Beispiel: Sehen Sie sich das Bild „CNC-CUT-Fehler“ an. Wenn Sie die Zeichnung öffnen, erhalten Sie einen Hinweis, der mit einem roten Rechteck markiert wurde. Bei einer korrekten Zeichnung würde so etwas nicht erscheinen. Führen Sie daher eine Überprüfung mit AutoCAD durch; tatsächlich liegt eine Überlappung vor. Sehen Sie sich das Bild „FastCAM-Fehler“ an. Wenn Sie das Hinzufügen der Schneideführung beendet haben, können Sie das Problem sehen, das mit einem roten Rechteck markiert wurde: unnötiges Ein- und Ausführen, was zu dem Schluss führt, dass die Zeichnung fehlerhaft ist. Selbstverständlich können Sie die Schneideführung mit FastPLOT verifizieren und so das Problem aufdecken. Wenn Sie also ein Problem in der Schneide-Software finden, ist die Überprüfen Ihrer Zeichnung in AutoCAD der notwendige Schritt.
35.Q
Wenn wir ein G-Code-Programm übertragen möchten, erhalten wir einen „USB-VERBINDUNGSFEHLER“.
A
Wenn Sie diese Nachricht erhalten, benötigen wir einige Informationen und wir schlagen vor, dass Sie Folgendes prüfen:
- Verwenden Sie den USB-Flash-Speicher, den wir mit der Maschine mitgesendet haben?
- Hat die Maschine seit je her USB-Flash-Speicher gut gelesen, bevor dies aufgetreten ist? Was haben Sie mit dem USB-Flash-Speicher und der Maschine gemacht?
- Weist Ihr USB-Speicher das Format FAT oder FAT32 auf? Dies ist wichtig. Wir schlagen Ihnen vor, Ihren USB-Speicher sofort in FAT zu formatieren und es erneut zu versuchen.
- Öffnen Sie das Gehäuse der Haupteinheit und schließen Sie den USB-Speicher direkt an das Steuergerät an. Sie sehen an der Rückseite des Steuergeräts einen USB-Anschluss mit einem Kabel; ziehen Sie das Kabel heraus.
- Mitunter ist ein Computervirus die Ursache einer Fehlfunktion. Wir schlagen vor, Ihren USB-Speicher auf einem anderen Computer zu formatieren, und es erneut zu versuchen.
- Ihr USB-Flash-Speicher ist beschädigt, wechseln Sie ihn gegen einen anderen USB-Flash-Speicher aus, formatieren Sie diesen in FAT und versuchen Sie es erneut.
- 7. Überprüfen Sie die Netzspannung des Steuergeräts, ob diese zu niedrig oder zu hoch ist. Sie sollte 24 V DC betragen.
- 8. Vergewissern Sie sich, dass alle Erdungsklemmen geerdet sind.
34.Q
Wenn ich ein Rechteck schneide, fällt der Brenner an der Ecke nach unten, dies geschieht plötzlich und er berührt beinahe die Metallplatte, kehrt dann nach oben zurück und schneidet normal weiter, jedoch werden die Ecken des Rechtecks auf diese Weise nich
A
Dieses Problem kann gelöst werden, indem Sie DIS.COR.OFF AHCS einstellen. Dieser Parameter lässt sich wie folgt erläutern:
DIS.COR.OFF AHCS----- Wenn sich der Brenner der Position nähert, bei der Sie fern der Ecke eine gewisse Entfernung zur Platte eingestellt haben, wird die Lichtbogenspannung ausgeschaltet. Daher müssen Sie diesen Parameter einstellen. Die Größen sind in Millimetern angegeben. Generell können Sie es zwei mal als das Einführen einstellen, jedoch ist auch eine Einstellung je nach Bedarf möglich.

33.Q
The machine is showing G92 error on screen while pressing start button.
A
Das Problem kann von der Konfiguration verursacht werden. Bitte schließen Sie WENTAI. Sie finden diese Option unter AUTO-ASSI-WENTAI (siehe untenstehende Abbildung). Drücken Sie zum Schließen F6 [WENTA].
Aktuelle Seite:1 / 5 gesamt: 10 / 41
LOS
Seite
Kontaktieren Sie uns
Tel : +86 010 51662600 E-mail: Info@SteelTailor.com